Stenter machine is electrical machines used in textile industry for stretching or stentering thin fabrics such as muslin. Stenter electrical machines are called as stenter hook. In stenter open compactor fabrics enter. Here Cotton fabric shrinks widthwise & weft are distorted due to bletching & dyeing process.
Functions of Machinery and Equipment:
Spirility measured by the stenter m/c
It works as textile machinery and equipment
Stenter m/c control shrinkage property
Stenter mc is used for curing treatment for resin, water repellent fabric
Heat setting is controled by the stenter for lycra fabric, synthetic and blended fabric.
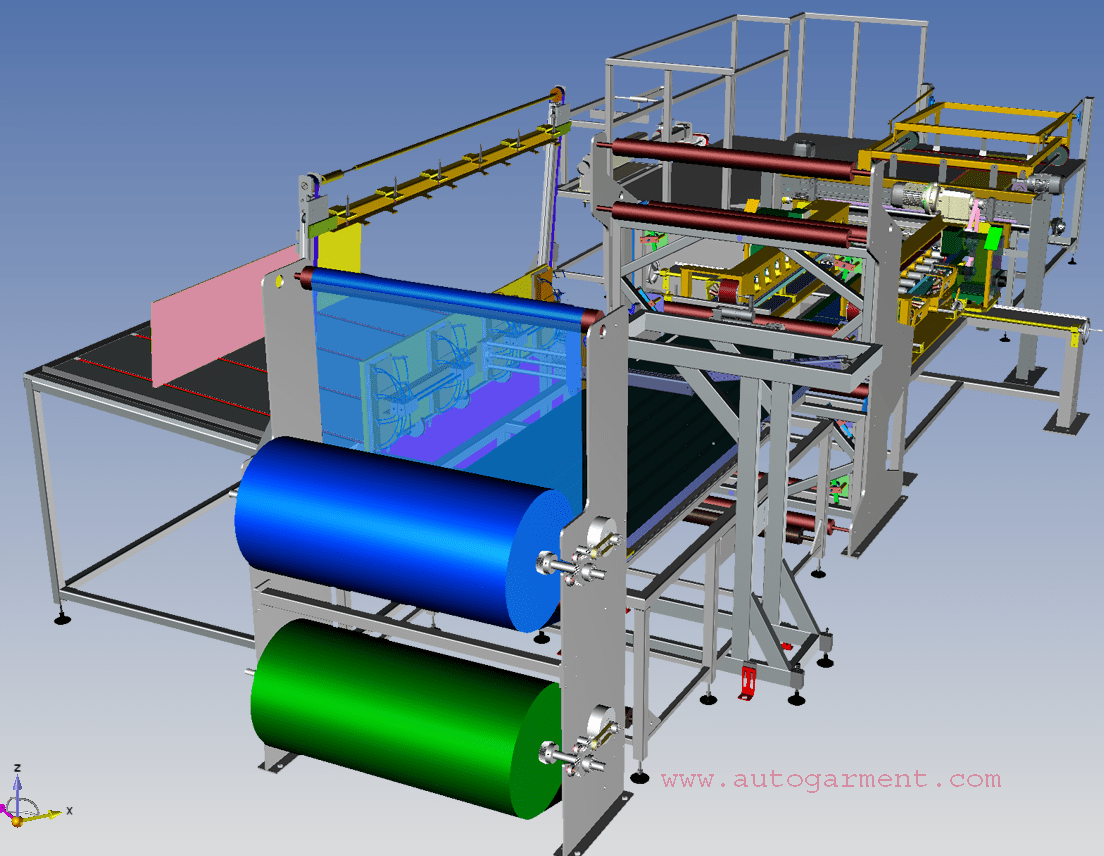
Fabric inlet: Fabric after mercerizing, after dyeing even some time after bleaching & peach come to stenter for different application. Fabric roll is feed into inlet of stenter machine which passes over few rollers & guider to come in chemical tank.
Fabric inlet
Chemical mixing tank: Chemical is mixed according to required for processing in the machine. Few typical recipes are shown below:
A typical recipe for soft finish: Fabric construction: 88×38/10×10, oxford
Sapamine cws: 12 gm/lt
Argafix t-8 : 12 gm/lt
iii. Acetic acid: 1 gm/lt
Temperature: 60 – 70 ‘C
Fabric speed: 50 m/min
A typical recipe for water repellent finish: Fabric construction: 116×52/16×16, Twill
Ultra gaurad 600 : 20 gm/lt
Phobal RHP: 60 gm/lt
iii. Phobal XAN: 10 gm/lt
Paraset VA : 15 gm/lt
Appriton EM: 40 gm/lt
Acetic acid: 1.0 gm/lt
vii temperature: 150 – 160’C
vii. Fabric speed: 60 m/min
A typical recipe for Teflon finish: i. Olephobal CO – 70 gm/lt
Phobal RHP _ 10 gm/lt
iii. Hydrophobal XAN – 6 gm/lt
Acetic acid _ 1 gm/lt
Temperature _ 170-180°C
Speed – 30 m/min
Chemical tank: Here according to finish required from the mixing tank chemical comes to bath for padding. Here there is three bowl padding system followed by squeezing. Pressure is around 2.5 to 3 bar.
Skewing & bowing control unit (bianco): In this unit both bowing & skewing is controlled by means of mechanical application. Here there are two types of roller. The bend roller is called bowing roller & the number of bowing roller is 3. That can move upward & downward direction. When the bowing is in downward direction then the roller moves upward to control it. There are also three parallel rollers which is called skewing roller. The amount of skew allowable is settled in the control panel. According to this the roller moved forward & backward to control skewing. If left side is moves forward in the fabric then in skewing roller moves backward to control this. This bowing & skewing is measured by sensor which is shown in the panel board. It is done in the entry level.
bowing control unit bianco
After passing those rollers it also passes through another sensor which gives a clear idea how much bowing & skewing remain. The machine can run both manual & automatic mode. In case of dyed fabric generally it is run automatically because here bowing problem is minor & skew can control according to setup. But in case of printed fabric or yarn dyed fabric, the machine is run manually because here bowing & skewing control is more important. A simple negligence during operation can provide an unwanted design.
Chain gripping/ stretching unit: Here by means of mechanical application fabric shrinkage & width is controlled. Fabric comes from skewing bowing control unit is passed below two short expander rollers which ensure fabric open width entry. There is also few wheel brush for brushing the selvedge & to ensure proper gripping if the stenter gripping unit is pin type. If the unit is clip type then that is gripped automatically.There are ten gripper, , nine spindle roller, sixteen blowers. Here in chain two options can be provide:
Over feed
Ii. Under feed
Over feed: If the fabric width is higher than required & can not controlled in next stage then initially that is controlled slightly in this unit through over feed. Here the chain width is lower than the fabric width so that in heating zone fabric become relaxed. igher the over feed higher the shrinkage.
Under feed: If the fabric width is lower than that required then under feed is given. It is also called stretching. Through that fabric width cam be increased as required.
Under feed
Heating zone: After stretching unit fabric pass through heating unit. Here heat is provided according to finish. For Teflon finish temperature is around 180’c & for soft finish temperature is around 130-150’C. In this unit there are eight burners & sixteen blowers. Through hot air passing fabric is dryed. Here there is a screening unit to make safe heating & blower unit.
Cooling roller: After heating the fabric is passed over two stainless steel roller through which continuously cool water is passed. Due to this purpose fabrics become cool.
Fabric outlet: Finally the fabric is passed over through folding roller to fold on the storage bench. Then the fabric is ready for next process.
Fabric outlet
Monforst Stenter Machine
From control panel all types of instruction can be provide to the machinery. This machine has a full manual control panel. The operator controls every process by control switch.
Dyeing Recipe Management System Software is installed in many textile industry found in Bangladesh. Most of the Textile have dyeing department. Recipe is the midpoint of dyeing process. In the software of dyeing recipe management system dye recipes are systematized. In this software part, raw materials of textile dyeing recipe should be used in the recipe, usage ratios, dye to be applied; bleaching and pre process types are identified. Therefore auto recipe management is very essential for better performance which is applied in dyeing controller. For any queries, please Contact Us.
The application of dyeing recipe management system is robotically assigned the last textile dyeing recipe number and shows it in recipe No field.
Textile dyeing recipe number could be selected by clicking the list button from the software. The name and calculation of the recipe is viewed next to its number.
If a dyes and pigments of chemical treating system is linked with dyeing machine the connected preparation data is created as well and stored in a database for future calls.
System date is displayed automatically in the Date field. This date could be set to the recipe formation date. Recipe lists for a given date could be produced. It is relevant for natural dyes also
Dyes and pigments recipe is entered in the Name field
Laboratory color code that will be included in the recipe system software
The quantities for chemicals or auxiliaries and dyes should be planned based on variable of dyes and pigments factor
Automatic stock control, order list formation, cost control and creation of batch related consumption data are features of Electronic Recipe Management system software.
Recipe System Software Examples:
Sedomaster is Recipe System Software Examples. When using a recipe system the SedoMaster server and the recipe system server communicate together. Take care that the recipe system is always in communication mode and that no interferences interrupt the communication. Planning a batch with a recipe system connected is done in the same way as planning a new batch, but: Click on the button New Batch:
Recipe System Software
Select the Request from recipe system check box. If the process is requested form a recipe system the process can not be selected manually. When you select the Request from recipe system check box, the Batch Texts fields. Customer Number, Article Number and Recipe ID (names depending on SedoMaster configuration) are displayed as drop-down fields. If you click on the drop-down field, you see the data from the recipe system. The fields can be used in the following way:
Customer Number : Only customers which are available in the recipe system can be selected.
Article Number: Only articles which are available in the recipe system can be selected.
Recipe ID :Only a Recipe ID which are available in the recipe system can be selected. If you select an Article Number and the setting Sort for the article group is active only recipes with articles which belong to the same article group are available. Continue in the same way as when you plan a new batch. The recipe system will select the required treatments to form a optimized process.
Special Functions of Automation Controller:
When a automation controller is connected to SedoMaster, three special functions are important. When a recipe system is connected to SedoMaster, recipes and preparations are automatically calculated. If no recipe system is connected to SedoMaster, preparations can be created manually using the SedoMaster PLANBOARD. A recipe (only when a recipe system is connected) consists out of several preparations. Each preparation contains one or several products (dyestuff or chemicals). The identification of a preparation is done by using a preparation number. For the connection to an automatic dosing station, each preparation must have three special functions in the program (treatment) in the bellow mentioned order. The name of the functions can vary depending on the configuration of the controller. However the meaning stays the same. (1) Prepare products with parameter: preparation number / tank number (2) Wait on products with parameter: preparation number (3) Check products with parameter: preparation number
During the planning the PLANBOARD numbers the preparations automatically. In order that the correct preparation number is selected, a treatment parameter Preparation Number is required for the function parameter. Further information about treatment parameter can be found in the chapter
Recipe Automation Controller:
ITM send an ARZ file where the product description contains some extra characters. With the version 5.33, there was no problem. The version 6.x had “0” as product description is the preparation file and the amount is also “0”. This is solved when the description length is reduced but, the recipe automation controller must handle this problem (Merina).
Memory leak with import of recipe data (update)
Product consumption is not working after a restart of the machine handler
“cc” as unit is causing a lot of problems. “cc” is entered in registry for the “ml” unit. If “cc” is entered in the registry key “UnitsFluid:ML”, the preparation amounts are correct but the recipe handler crashes when a batch is finished. Check
Products, which are not weighed, are not booked of from stock and have a value 0 in the preparation list when the batch is finished (Merina). The event batch finished is received by the recipe handler. The recipe automation controller should book of these products. This only happens when “cc” is used as unit Check
Recipe automation controller restarts if the recipe directories in the shared parameters are with UNC directory
The whole system run by recipe system software.
Engr. Khondakar Mashiur Rahman,
Certified Echotech Garment CAD Professional-China, Aptech-India, NCC-UK
B.Sc. in CIS- London Metropolitan University,
M.Sc. in ICT-UITS.